Ford Fusion: Side Panel Sheet Metal Repairs / B-Pillar and Reinforcement. Removal and Installation
Ford Fusion 2013–2020 Service Manual / Body and Paint / Body and Paint / Side Panel Sheet Metal Repairs / B-Pillar and Reinforcement. Removal and Installation
Special Tool(s) / General Equipment
| Resistance Spotwelding Equipment | |
| 8 mm Drill Bit | |
| MIG/MAG Welding Equipment | |
| Spot Weld Drill Bit | |
| Locking Pliers |
Materials
| Name | Specification |
|---|---|
| Seam Sealer TA-2-B, 3M™ 08308, LORD Fusor® 803DTM |
- |
| Flexible Foam Repair 3M™ 08463, LORD Fusor® 121 |
- |
Removal
-
Restore vehicle to pre-accident dimensions.
Refer to: Body and Frame (501-26 Body Repairs - Vehicle Specific Information and Tolerance Checks, Description and Operation).
-
Remove the following items:
-
Refer to: B-Pillar Outer Panel (501-29 Side Panel Sheet Metal Repairs, Removal and Installation).
-
Refer to: B-Pillar Outer Panel (501-29 Side Panel Sheet Metal Repairs, Removal and Installation).
-
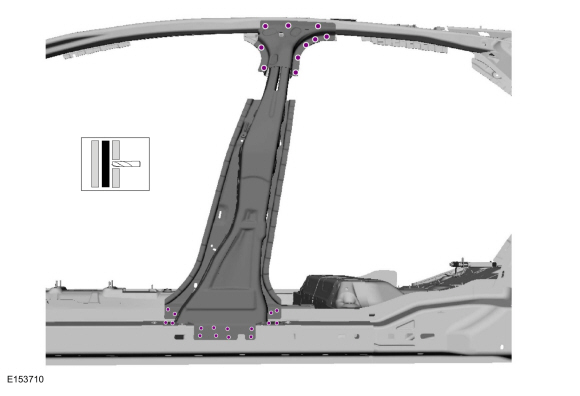
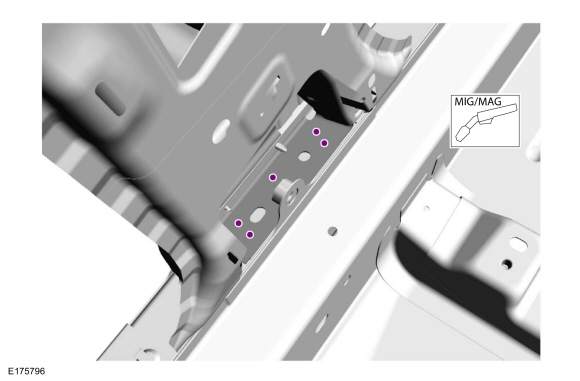
Drill out the spot welds from the B-pillar inner panel.
Use the General Equipment: Spot Weld Drill Bit
 |
-
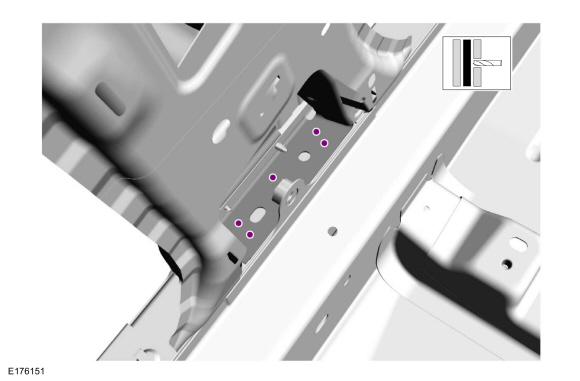
NOTE: Remove NVH foam to access lower reinforcement.
To facilitate access to lower reinforcement spot welds, it is recommended to cut and remove the old B-pillar reinforcement 50-75 mm above the rocker panel.
Drill out the spot welds from the lower reinforcement.
Use the General Equipment: Spot Weld Drill Bit
 |
-
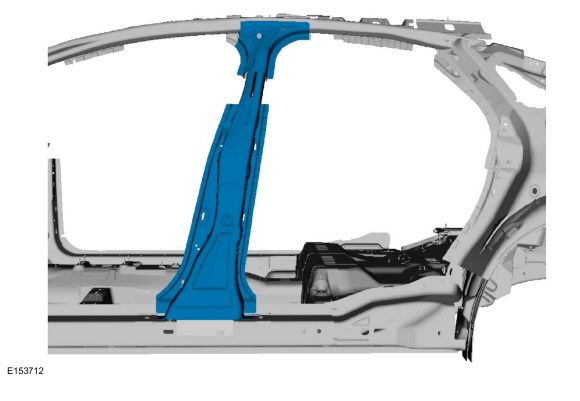
Remove the B-pillar reinforcement.
 |
Installation
-
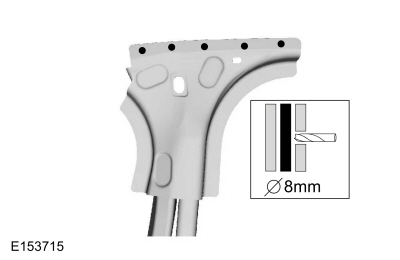
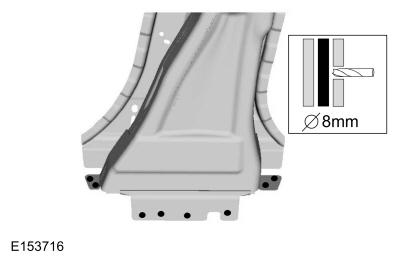
Drill plug weld holes in the upper portion of the replacement panel.
Use the General Equipment: 8 mm Drill Bit
 |
-
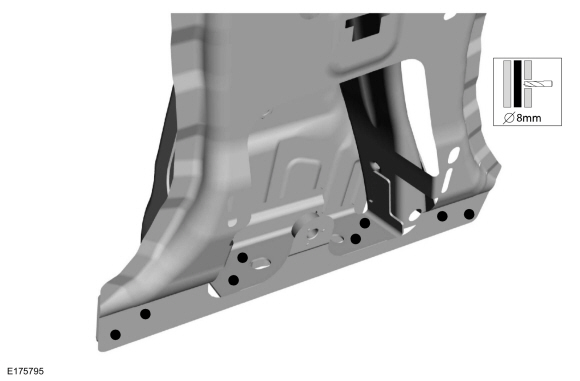
Drill plug weld holes in the lower portion of the replacement panel.
Use the General Equipment: 8 mm Drill Bit
 |
-
Drill 8 mm plug weld holes.
Use the General Equipment: 8 mm Drill Bit
 |
-
Install, clamp and plug weld the upper portion of the B-pillar inner panel.
Use the General Equipment: MIG/MAG Welding Equipment
Use the General Equipment: Locking Pliers
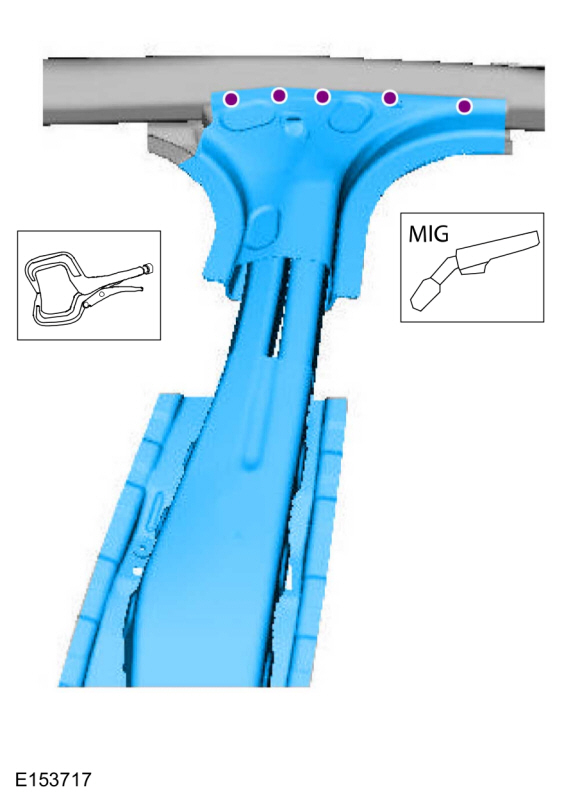 |
-
Install, clamp and plug weld the lower portion of the B-pillar inner panel.
Use the General Equipment: MIG/MAG Welding Equipment
Use the General Equipment: Locking Pliers
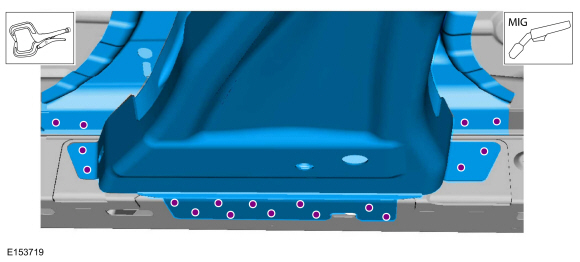 |
-
Plug weld the lower reinforcement.
Use the General Equipment: MIG/MAG Welding Equipment
 |
-
Finish the repair area using typical metal finishing procedures.
-
Apply foam to cavity as indicated.
Material: Flexible Foam Repair / 3M™ 08463, LORD Fusor® 121
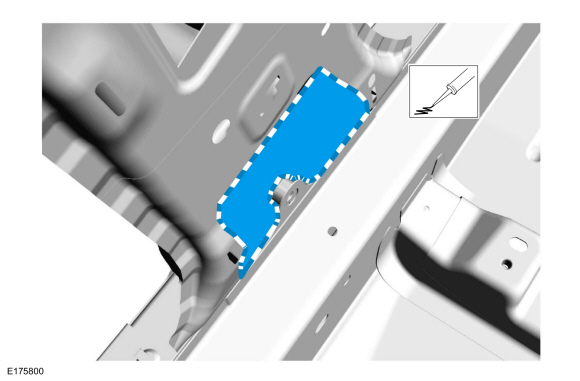 |
-
Spot weld the upper portion of the B-pillar inner panel.
Use the General Equipment: Resistance Spotwelding Equipment
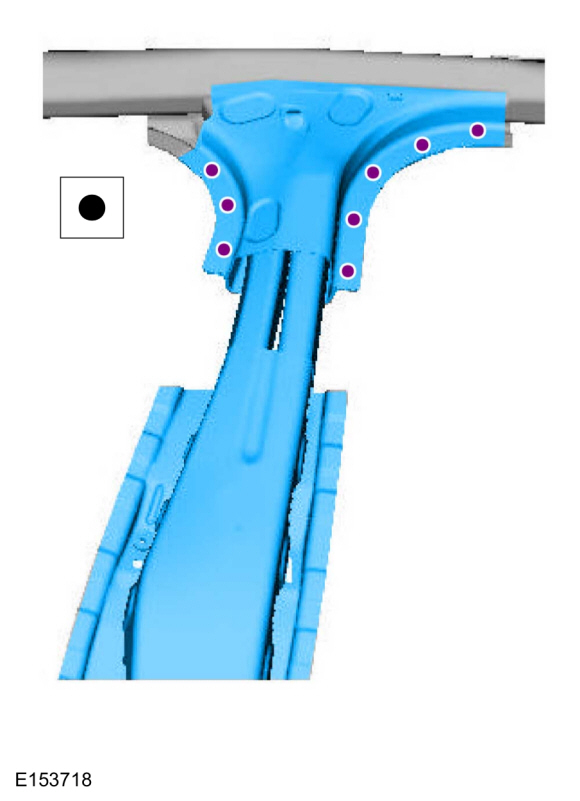 |
-
Finish the repair area using typical metal finishing procedures.
-
Sand and prime repair area using a Ford approved paint system.
-
Sealing work: All areas must be sealed to production level.
Material: Seam Sealer / TA-2-B, 3M™ 08308, LORD Fusor® 803DTM
-
Refinish the repair area using a Ford approved paint system.
-
Restore corrosion protection.
Refer to: Corrosion Prevention (501-25 Body Repairs - General Information, General Procedures).
-
Install the following items:
-
Refer to: B-Pillar Outer Panel (501-29 Side Panel Sheet Metal Repairs, Removal and Installation).
-
Refer to: B-Pillar Outer Panel (501-29 Side Panel Sheet Metal Repairs, Removal and Installation).

 A-Pillar Outer Panel Section and Reinforcement. Removal and Installation
A-Pillar Outer Panel Section and Reinforcement. Removal and Installation
Special Tool(s) /
General Equipment
Resistance Spotwelding Equipment
Hot Air Gun
8 mm Drill Bit
MIG/MAG Welding Equipment
Spot Weld Drill Bit
Locking Pliers
Materials
Name
Specification
Seam SealerTA-2-B, 3M™ 08308, LORD Fusor® 803DTM
-
Flexible Foam Repair3M™ 08463, LORD Fusor® 121
-
Removal
WARNING:
Be..
Other information:
Ford Fusion 2013–2020 Service Manual: Rear Spoiler. Removal and Installation
Removal NOTE: Removal steps in this procedure may include installation details. WARNING: Before beginning any service procedure in this section, REFER to Safety Warnings in section 100-00 General Information. Failure to follow this instruction may result in serious personal injury. Refer to: Health and Safety Precautions (100-00 General Information, Description and Op..
Ford Fusion 2013–2020 Owners Manual: Cross Traffic Alert Behavior When Trailer is Attached. Switching the System On and Off
Cross Traffic Alert Behavior When Trailer is Attached Note: The system may not correctly operate when towing a trailer. For vehicles with an approved trailer tow module and tow bar, the system turns off when you attach a trailer. For vehicles with an aftermarket trailer tow module or tow bar, we recommend that you switch the system off when you attach a trailer. Cross traffic alert remains ..
Categories
- Manuals Home
- 2nd Generation Ford Fusion Owners Manual
- 2nd Generation Ford Fusion Service Manual
- Load Carrying
- Front Controls Interface Module (FCIM). Removal and Installation
- Pre-Collision Assist (IF EQUIPPED)
- New on site
- Most important about car
Direction Indicators. Interior Lamps
Direction Indicators

Push the lever up or down to use the direction indicators.
Copyright © 2026 www.fofusion2.com