Ford Fusion: Rear End Sheet Metal Repairs / Rear Lamp Mounting Panel. Removal and Installation
Special Tool(s) / General Equipment
| Hot Air Gun | |
| 8 mm Drill Bit | |
| MIG/MAG Welding Equipment | |
| Spot Weld Drill Bit |
Materials
| Name | Specification |
|---|---|
| Seam Sealer TA-2-B, 3M™ 08308, LORD Fusor® 803DTM |
- |
Removal
-
Follow the health and safety precautions. WARNING:
Before beginning any service procedure in this
section, refer to Safety Warnings in section 100-00 General Information.
Failure to follow this instruction may result in serious personal
injury.
WARNING:
Before beginning any service procedure in this
section, refer to Safety Warnings in section 100-00 General Information.
Failure to follow this instruction may result in serious personal
injury.
Refer to: Health and Safety Precautions (100-00 General Information, Description and Operation).
-
Remove the following items.
Refer to: Back Panel and Reinforcement (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
-
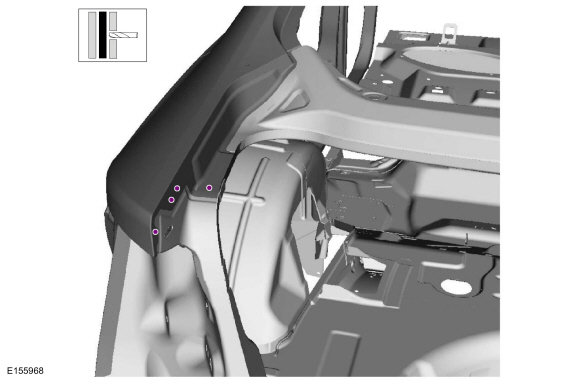
Drill out the spot welds.
Use the General Equipment: Spot Weld Drill Bit
 |
-
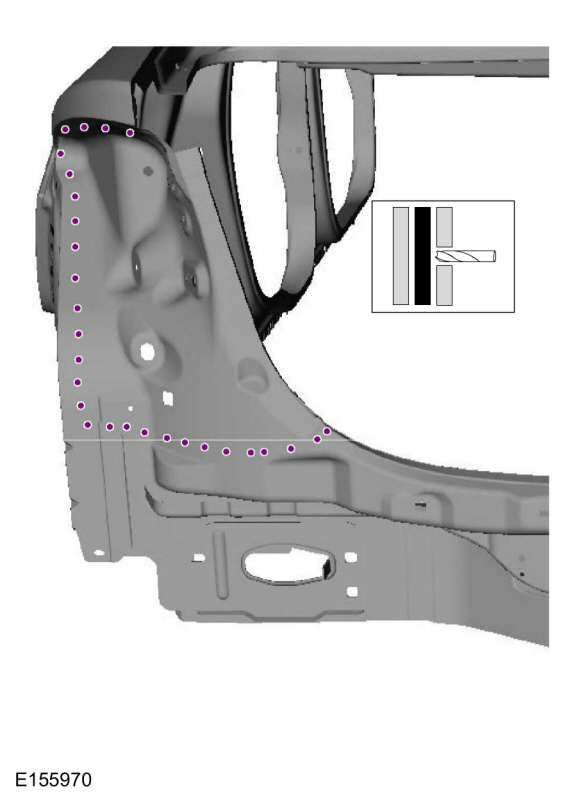
Drill out the spot welds.
Use the General Equipment: Spot Weld Drill Bit
 |
-
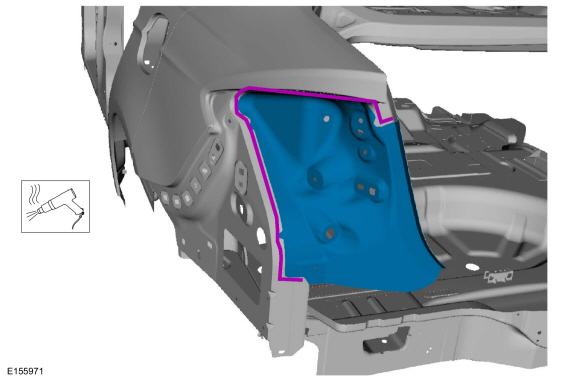
Break the adhesive bond and remove the rear lamp mounting panel.
Use the General Equipment: Hot Air Gun
 |
Installation
-
Follow the health and safety precautions. WARNING:
Before beginning any service procedure in this
section, refer to Safety Warnings in section 100-00 General Information.
Failure to follow this instruction may result in serious personal
injury.
WARNING:
Before beginning any service procedure in this
section, refer to Safety Warnings in section 100-00 General Information.
Failure to follow this instruction may result in serious personal
injury.
Refer to: Health and Safety Precautions (100-00 General Information, Description and Operation).
-
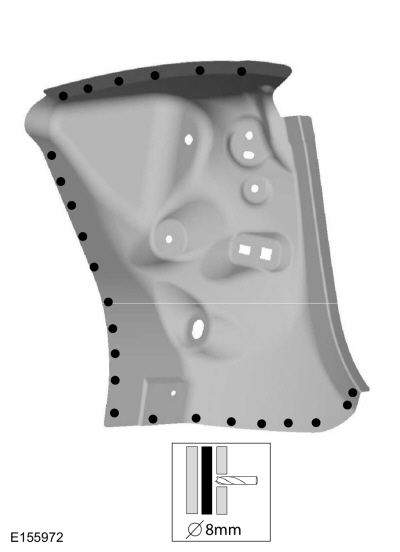
Drill holes in the replacement panel for plug welding.
Use the General Equipment: 8 mm Drill Bit
 |
-
Install the rear lamp mounting panel and plug welds.
Use the General Equipment: MIG/MAG Welding Equipment
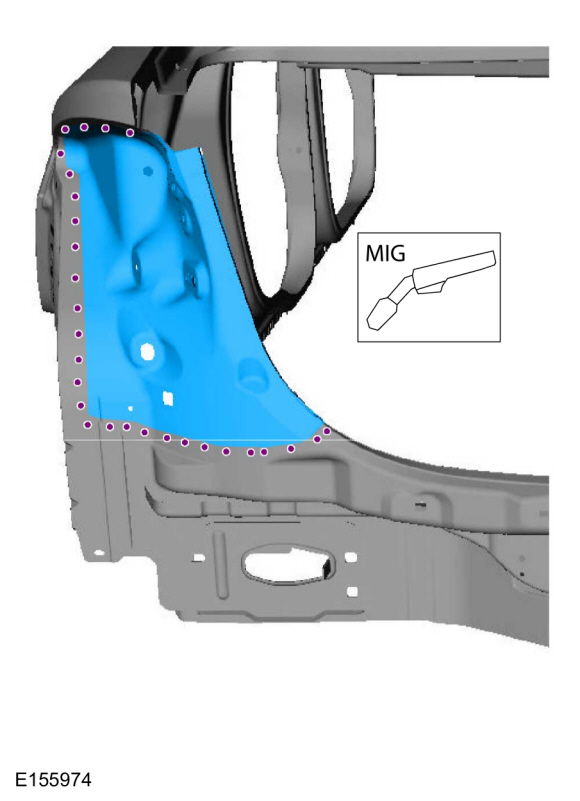 |
-
Install plug welds.
Use the General Equipment: MIG/MAG Welding Equipment
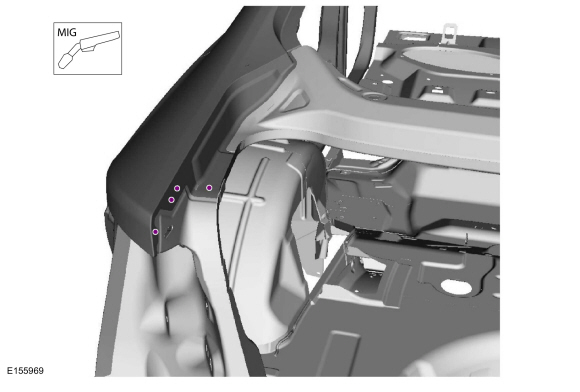 |
-
Finish repair area using typical metal finishing techniques.
-
Sealing work: All areas must be sealed to production level.
Material: Seam Sealer / TA-2-B, 3M™ 08308, LORD Fusor® 803DTM
-
Refinish using a Ford approved paint system.
-
Install the following items.
Refer to: Back Panel and Reinforcement (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
Refer to: Quarter Panel LH (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
-
Restore corrosion protection.
Refer to: Corrosion Prevention (501-25 Body Repairs - General Information, General Procedures).

 Rear Package Tray Panel. Removal and Installation
Rear Package Tray Panel. Removal and Installation
Special Tool(s) /
General Equipment
Resistance Spotwelding Equipment
Scraper for Straight Edges
Hot Air Gun
Spot Weld Drill Bit
Locking Pliers
Materials
Name
Specification
Seam SealerTA-2-B, 3M™ 08308, LORD Fusor® 803DTM
-
Removal
NOTICE:
Battery electric vehicle (BEV), hybrid electric vehicle
(HEV) and plug-in hybrid electric vehicle (P..
Other information:
Ford Fusion 2013–2020 Service Manual: Passive Anti-Theft System (PATS) - Component Location. Description and Operation
Without Police Package Item Description 1 BCM 2 RTM 3 PATS center antenna 4 Keyless entry rear antenna 5 Passive key backup starting location With Police Package Item Description 1 BCM 2 PATS center antenna 3 Keyless entry rear antenna 4 RTM 5 Passive key backup starting location ..
Ford Fusion 2013–2020 Service Manual: Intermediate Clutch Assembly. Description and Operation
Intermediate (2, 6) Clutch Exploded View Item Description 1 Transmission case 2 Intermediate clutch piston 3 Intermediate clutch piston return spring 4 Intermediate clutch piston return spring snap ring 5 Intermediate clutch apply ring 6 Rear planetary sun gear and shell a..
Categories
- Manuals Home
- 2nd Generation Ford Fusion Owners Manual
- 2nd Generation Ford Fusion Service Manual
- Under Hood Overview - 1.5L EcoBoost™, 2.0L EcoBoost™, 2.5L, 2.7L EcoBoost™
- Intake Manifold. Removal and Installation
- Electronic Parking Brake (EPB) Service Mode Activation and Deactivation. General Procedures
- New on site
- Most important about car
Using Seatbelts During Pregnancy
WARNING: Always ride and drive with your seatback upright and properly fasten your seatbelt. Fit the lap portion of the seatbelt snugly and low across the hips. Position the shoulder portion of the seatbelt across your chest. Pregnant women must follow this practice. See the following figure.
